


产品详细
产品详情
概述
硬度是材料机械性能的一个重要指标。它指的是一种材料所能抵抗另一种本身不发生残余变形物体的压入能力。
在机械性能试验中,洛氏硬度试验是最简单、最迅捷、最经济的方法之一。因为它可以直接指示硬度值,所以试验效率最高。在很多情况下,可以完成其他机械性能所不能完成的工作。目前随着我国科研和工业的迅速发展,洛氏硬度试验方法已被广泛应用在国防、科研、实验室和工厂车间。
使用范围
试验时应按下表选用压头和总试验力。
|
刻 度 符 号 |
压 头 |
总试验力 N(kgf) |
标注硬度 符 号 |
允许测量 范 围 |
|
B |
Ф1.588毫米钢球 |
980.7(100) |
HRB |
20—100 |
|
C |
120°金刚石 |
1471(150) |
HRC |
20—70 |
|
A |
120°金刚石 |
588.4(60) |
HRA |
20—88 |
A标尺:用于测定硬度超过70HRC 的金属(如碳化钨、硬质合金等),也可测定硬的薄板材料以及表面层淬硬的材料。
C标尺:用于测定经过热处理钢制品的硬度。
B标尺:用于测定较软的或中等硬度的金属以及未经淬硬的钢制品。
主要技术参数
1.初试验力·································98.07N(10kgf)
2.总试验力·····588.4N(60kgf)、980.7N(100kgf)、1471N(150kgf)
3.指示器刻度··························C:0—100;B:30—130
4.试件最大高度······················加保护套时为100mm、不加保护套时为170 mm
5.压痕中心至机壁的距离···························135mm
6.硬度计外形尺寸·······················466×238×630mm
7.硬度计净重·······································60kg
试验原理
洛氏硬度的测定,是在先后二次施加试验力(初试验力及总试验力)的作用下,将金刚石压头或Φ1.588mm直径的钢球压头压入试样或制品表面,在总试验力保持一定时间后,卸除主试验力,保留初试验力,测量其压入深度。以总试验力作用下的压入深度和在初试验力作用下的压入深度之差表示洛氏硬度的高低,深度越大硬度值越低。测量的深度0.002mm为1个洛氏单位(俗称1度)。
洛氏硬度符号用HR表示,并注以所用标尺A、B、C等标。如HRA、HRB、HRC等。
在实际使用中材料的硬度可以从洛氏专用表上的标尺直接读出。
机构性能简述
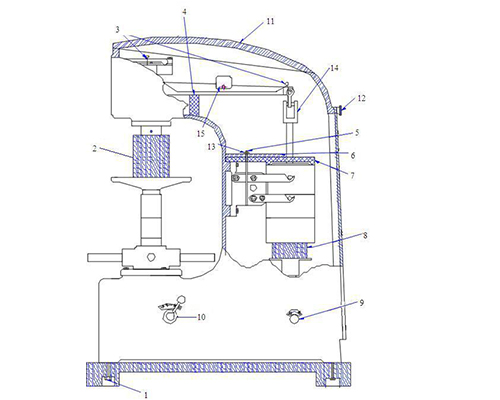
本硬度计由机身、加卸荷机构、测量指示机构及试件支持机构等部分组成(见图)。
机身为一封闭的壳体,除工作台、丝杠、操纵手柄露出外,其它机构均装置在机身壳体内,便于保持清洁。
加卸荷机构由主轴、杠杆、砝码、缓冲器、砝码变换机构、操纵手柄等组成。
初试验力主要由主轴、圆形刀子、长棱形刀子、大杠杆、小杠杆、顶杆、等零件的重量以及硬度指示器的测量压力产生,当试件与压头接触并继续上升,使大、小杠杆处于水平位置时(指示器小指针指于红点处,大指针垂直向上),由于杠杆等的重量以及指示器的测量压力,压头即可受到98.07N(10千克力)的初试验力。
总试验力由主试验力(由砝码的重量产生)加上初试验力组成。在油缸上放有三个砝码与吊环,当向试验者方向拉动加卸荷手柄时,油缸中的活塞下降,砝码、吊环也随同下降,当油缸与砝码脱离时,砝码与吊环直接悬挂在大杠杆上,大杠杆将力传到主轴,再加上初试验力,使压头产生总试验力。
机身内装有砝码变换架,当转动变换手把至不同位置时,便可得到所需要的1471N或980.7N或588.4N三种不同的总试验力。
调整油针可使主试验力的施加保持一定的速度,并避免冲击现象。
加卸荷手柄用于施加和卸除主试验力,手柄向远离试验者推,用于卸除主试验力,当拉动手柄时,手柄上的偏心轮带动曲杠杆动作,使油缸下降,当油缸上的托盘与砝码脱离时,主试验力便通过大杠杆稳定地作用在压头上,手柄被按顺时针方向推回时,即可卸除主试验力。(注意推拉加卸荷手把时应缓慢用力不要快速以免产生冲击使试验无效)。
测量指示机构由顶杆、小杠杆、调整板、接杆及指示器等零件组成。当上升试件压头被顶起时,顶杆便顶起小杠杆经接杆带动指示器的指针旋转。
试件支持机构包括工作台、丝杠、手轮等零件。
硬度计的安装
1.拆箱(见图)
① 打开包装箱顶盖及四周挡板后,拆除机身底部4个固定螺钉(1),便可将硬度计安放在干燥清洁和没有腐蚀性气体以及周围无振动的房间里。安装硬度计的台子应坚固,并在合适的位置做出直径不小于Ф60毫米的孔,以备丝杠通过。
② 按装箱单检查备附件的完整性。
③ 打开机上盖及后盖。
④ 解开小杠杆以及大杠杆末端的紧固线绳(3)。
⑤ 取走橡胶垫块(4)。
⑥ 松开螺母(13)卸掉钩头螺钉(5)。
⑦ 拿掉大杠杆铁制压板(6)及塑料压板(7)。
⑧ 用手捏住吊环(14)向上缓缓提起砝码组并同时将砝码固定木制垫块(8)取出,然后,再将砝码组轻轻放下,使砝码上的圆柱销落入托板的沟槽中,将砝码托住。
⑨ 转动手轮使丝杠下降,取出压头木制垫块(2)。
2.卸下丝杠保护套,用煤油将出厂时涂于丝杠、手轮等处的防锈油洗净,然后浇入少量润滑油于丝杠与手轮接触处,并重新将丝杠保护套装好。
3.检查大杠杆上的调整块(15)的位置,是否处于两个红色标记之间,否则应将其重新装入正确位置。
4.把大平工作台装在丝杠上端,再将水平仪放在工作台台面上,用垫片调整硬度计的水平位置,使硬度计的水平度在0.2/1000之内。至此拆卸工作结束。
操作使用方法(见图1)
1.试验前的准备工作:
①调整主试验力的加荷速度:手柄(10)置于卸荷位置,黑色变力手把转到1471N(150)的位置,将35—55HRC的标准硬度块放在工作台上,旋转手轮使硬度块顶起主轴(长指针转三圈,小指针对准红点),加上初试验力,轻轻拉动手柄(10)加上主试验力,观察指示表大指针,从开始转动到停止的时间应在4~8秒范围内,如不符,可转动油针(9)进行调整,反复进行 ,直到合适为止。
②试验力的选择,转动黑色变力手把使所选用的试验力对准红点,但必须注意变换试验力时,手柄(10)必须置于卸荷状态(即后极限位置)。
③安装压头:安装压头时应注意消除压头与主轴端面的间隙。消除方法是:装上压头,并用压头紧固螺钉轻轻固定,然后将标准块或试件放置于工作台上,旋转手轮加上初试验力,拉动手柄(10)使主试验力加于压头上,再将压头紧固螺钉拧松后再拧紧,即可消除压头与主轴端面间的间隙。
2、试验程序:
①将丝杠顶面及被选用的工作台上下端面擦干净,将工作台轻轻放到丝杠端面,并检查丝杠与工作台的间隙不得过大。
②将试件支撑面擦干净,放置于工作台上,轻轻旋转手轮使工作台缓慢上升,并顶起压头,到小指针指着红点,大指针旋转三圈垂直向上为止(允许相差±5个刻度,若超过5个刻度,此点应作废,重新试验)。
③旋转硬度指示器外壳,使 C、B之间长刻线(表盘零位)与大指针对正(顺时针或逆时针旋转均可)。
④轻轻拉动加卸荷手柄(10),施加主试验力,这时指示器的大指针按逆时针方向转动。
⑤当指示器指针的转动明显停顿下来后,加卸荷手柄(10)停止移动,即可将加卸荷手柄平稳推回,卸除主试验力。注意主试验力的施加与卸除,均需缓慢进行。
⑥从指示器上相应的标尺读数:采用金刚石压头试验时,按表盘外圈的黑字读取,采用球压头试验时,按表盘内圈的红字读取。
⑦转动手轮使试件下降,再更换试件,按以上②~⑥过程进行新的试验。由于运输以及拆卸时可能有一些摩擦,硬度计初次使用是可能有误差和一点小的摩擦声音,这不是故障使用两三次以后,即可自己恢复到最佳位置。
⑧丝杠保护套是为了保护丝杠不受灰尘侵袭而设置的。硬度计不使用时或试件高度小于100毫米时,将其套在丝杠外面。当试件高度大于100毫米时,将其套在丝杠外面。当试件高度大于100毫米时,必须将其拿掉,以免将工作台顶起,使试验无效。
硬度计的维护
1.硬度计长时间不用时,应用防尘罩将机器盖好。
2.定期在丝杠与手轮的接触处注入少量机油。
3.硬度计使用前,应将丝杠顶面和工作台上端面擦净。
4.如发现硬度示值误差较大。①可拿下工作台,检查其与丝杠接触面是否清洁。②检查丝杠保护套是否顶起工作台。③检查压头是否损坏。
5.若施加主试验力时,指示器指针开始转动很快,然后缓慢转动,说明缓冲器内机油太少,此时可掀起油缸上的毡垫,缓慢的注入清洁的20#机油。同时多次推拉加卸荷手柄,使活塞上下移动多次,将缓冲器内的空气全部排除,直到活塞到底时有油溢出为止。
6.用本机携带的标准硬度块定期检查硬度计精度。
①将工作台及标准硬度块擦净,在硬度块工作面进行试验,决不允许在支撑面上进行试验。
②若示值误差较大,除按本节第四项检查外,检查标准硬度块支乘面以及工作台上是否有毛刺,若有毛刺应用油石打光。
③在标准硬度块不同位置试验时,硬度块应在工作台上拖动,不应拿离工作台。
上一个:微机控制扭转试验机
下一个:HP推拉力计+HLB机架
-
导航链接
-
理念原则
技术先进
专业精湛
用户至上
信誉为本
-
核心价值观
专业 专注
诚信 共赢

-
友情链接
-
13776809891
24小时服务热线:0519-69653039

联系地址:
常州市新北区寒山路3号A16栋
ALL RIGHTS RESERVED 2017 苏ICP备17027300号 版权所有: 常州大科医疗科技有限公司 技术支持:仕德伟科技